

国内曲轴制造工艺水平
文章出处:正航仪器
人气:
发表时间:2014-02-28
曲轴的制造过程分为两大步骤,曲轴毛坯生产和机械加工。本文项目曲轴属于乘用车,因此重点讨论乘用车曲轴的制造工艺,其他曲轴不在此次讨论之内。
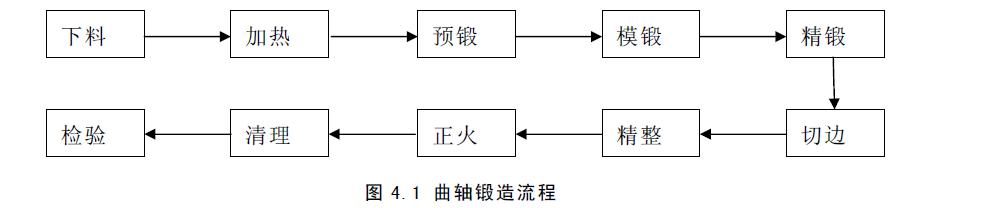
一、曲轴毛坯,曲轴的毛坯根据材料的不同,需要采用不同的制造方法,钢制曲轴毛坯除了少数采用铸造为大部分采用锻造工艺。球墨铸铁类采用的为铸造工艺。锻造曲轴工艺早期有锤锻方式,但是其由于工作效率低,加工精度差,现在基本上已经淘汰。现在曲轴的锻造工艺流程主要有以下步骤,如图4.21所示。
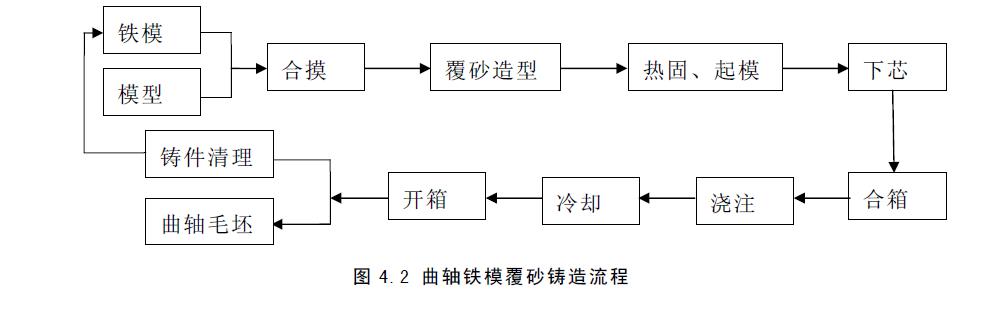
目前铸造曲轴工艺方式主要有砂铸、铁模覆砂铸造、壳型铸造和消失模铸造等。因为砂铸造型效率低,型砂强度差,铸造精度差等原因,现在曲轴铸造中已很少使用。铁模覆砂铸造,是指在金属模具表面,通过射砂机覆盖一层5~8mm厚度的热固化型砂,形成铸造型腔的一种铸造工艺,这种工艺较普通砂铸具有精度高、表面质量好、晶粒细化等优点,在曲轴行业中广泛应用。其主要的工艺流程如图4.2所示。
壳型铸造,使用和曲轴数模(考虑热涨量后)首先制造出金属模具阳模,在模具上覆盖一层高强度覆膜砂,然后进行烧结,形成一层壳模,对壳模合模后至于浇注箱进行浇注的一种工艺。相对于铁模覆砂工艺,它的优点是生产效率更高,质量更好,同种材料产品,强度能够提高15%左右。但是其制造成本要比铁模覆砂高约30%左右。因此,对这种工艺的使用造成了一定的限制。综合以上工艺特点,根据本项目曲轴的实际要求,最终选定毛坯成型工艺为铁模覆砂。
二、曲轴加工,国内的曲轴加工受制于生产设备的状况比较明显,已经大大制约了汽车厂的技术更新。而社会上仅有的几家曲轴生产公司不愿意为这些新的要求投资数倍于甚至数十倍于原来生产线的设备。这种现象使汽车公司对高质量的曲轴的要求与低劣的制造水平的矛盾日益突出。为了解决这个问题,相对财力比较深厚的汽车公司纷纷自主建立高水平的曲轴生产线,其投资都在数亿元。因此现在曲轴加工的资源可以这么概括:的资源在汽车公司,二流的资源集中在社会上少数曲轴制造企业,而多数曲轴制造企业加工水平较落后。
目前曲轴加工的主要技工工艺流程为:铣端面→打中心孔→套车大小头→铣曲柄销上开档→钻油孔及孔口、交叉孔口倒角去毛刺→中间清洗→圆角滚压→曲轴两端孔及攻丝→磨主轴颈→磨连杆颈→铣键槽→磨两端面及外圆→动平衡→抛光→探伤→最终清洗→检测分组打标→综合检测→防锈处理装箱、打包。共计21个主要工序。在上述工序中最为重要的为圆角滚压、磨削主轴颈、连杆轴颈。(本文由正航仪器编辑)http://www.zhsysb.com
下一篇: 曲轴工程图设计及试制
上一篇: 国内曲轴工程设计理念
此文关键词:
同类文章排行
- PCT高压老化试验与HAST高压老化试验
- HAST高压老化试验箱操作步骤
- hast试验箱工作原理
- 盐雾试验箱保障产品耐腐蚀性的重要工具
- 如何正确评估盐雾试验箱的性能?
- 盐雾试验箱
- 正航分享盐雾试验箱不喷雾的原因及解决方法
- 什么产品不能做盐雾老化试验?
- 盐雾老化试验箱的维护和保养需要注意哪些问
- 盐雾试验箱产品耐用性测试
最新资讯文章
- 盐雾试验箱日常维护技巧
- 盐雾试验箱应该如何正确地使用?
- 盐雾试验箱的原理与应用
- 盐雾试验箱使用小技巧
- 如何选择合适的盐雾试验箱
- 盐雾试验箱产品耐用性测试
- 盐雾试验箱的湿度控制技巧
- 盐雾试验箱守护产品质量
- 盐雾试验箱助您提升产品竞争力
- 盐雾试验箱提升测试效率
- 盐雾试验箱:高精度温湿度控制
- 盐雾实验箱的原理与应用
- 盐雾试验箱测试结果准确性的关键要素
- 盐雾试验箱守护工业产品质量
- 盐雾试验箱故障排查的实用性技巧
- 盐雾试验箱:模拟海洋环境的利器
- 盐雾试验箱守护工业产品质量
- 盐雾试验箱助您打造高品质产品
- 盐雾试验箱保障产品耐腐蚀性的重要工具
- 盐雾试验箱
联系我们

咨询热线:
400-822-8565
