

Semi-flex印制板试验制作影响
文章出处:正航仪器
人气:
发表时间:2014-02-21
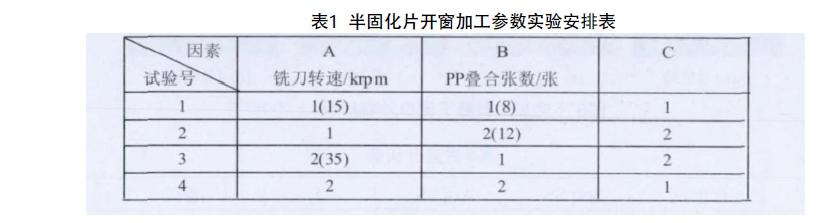
一、半固化片开窗加工参数对半固化片开窗品质的影响实验
半固化片开窗方法有冲切法、铣切法及激光烧蚀法。冲切法需要制定专门的冲切模具,价昂贵;激光烧蚀法尺寸精度高,但需要使用激光切割机,设备成本高。本文选择铣切法进行半固化片开窗。开窗时,铣刀在高速转动的情况下与半固化片树脂及玻璃纤维摩擦,铣刀与玻璃纤维的拉扯作用力,产生玻纤残留造成披锋,压合时树脂顺着玻纤流入挠性区。同时,摩擦过程产生大量的热,使半固化片树脂熔化。熔化的树脂在窗口凝结成胶团结块,在压合高温高压下重新熔化流入挠性区,影响挠性区挠曲性能。因此需重点管控半固化片的开窗品质。本文采用L4(23)正交表研究铣刀转速、半固化片叠合张数对半固化片开窗品质的影响,实验方案如表1所示。采用线宽测量仪测量20处窗口披锋的长度,取其平均值,并观察窗口的放大形貌。
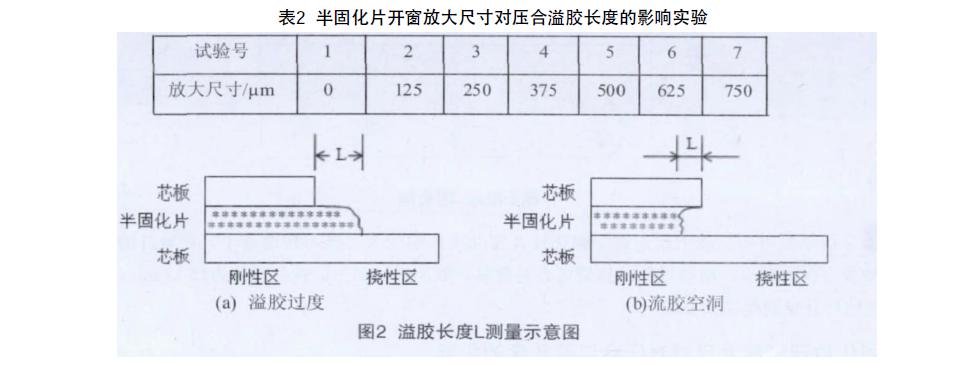
二、半固化片开窗放大尺寸对压合溢胶长度的影响实验
压合时,开窗部位对压力有缓冲作用,使刚性区与挠性区之间存在压力差,在压力差的作下,半固化片树脂由刚性区向挠性区流动,造成溢胶,影响挠性区外观及挠曲性能。为避免溢胶过度,通常将半固化片开窗放大,若半固化片开窗过大,则会出现流胶空洞,影响产品的可靠性,因此需控制半固化片开窗放大的尺寸,实验安排如表2所示。控深铣后,制作金相切片测量溢胶长度,每个试验测量6处取平均值,测量方法如图2所示。其中,若流胶过度,L记为正值;若出现流胶空洞,L记为负值。
三、可靠性测试
与常规刚性多层板相比,Semi-flex印制板挠性区域和刚挠结合处的性质对产品的可靠性有重要的影响。为测试Semi-flex产品对封装、重工或返修过程中可能遇到的高温热效应及温度变化冲击的承受能力,分别各取8个样品对其进行5次288 ℃漂锡测试、5次回流焊测试(处理峰值温度为260 ℃,且高于230 ℃时间大于1 min)和冷热冲击测试(温度范围为-55 ℃±5 ℃至125 ℃±0,高温低温之间切换的时间需小2 min,高温低温段各停留15 min为一个循环,共循环200次)。
半固化片开窗尺寸对压合时流胶性能的影响,为避免溢胶过量,需将半固化片开窗适当放大,但过度放大会产生缺胶空洞,影响产品可靠性,以单边放大250μm左右为宜。通过漂锡测试、回流焊测试及冷热冲击测试对Semi-flex产品进行了可靠性测试,结果显示产品的挠性区域均无起泡或者分层等品质缺陷,刚挠结合处无分层等缺陷出现。冷热冲击测试中,电阻变化率为4.43%。产品能通过可靠性测试,满足客户要求。(稿件来源:正航仪器网络部)http://www.zhsysb.com
此文关键词:
同类文章排行
- PCT高压老化试验与HAST高压老化试验
- HAST高压老化试验箱操作步骤
- hast试验箱工作原理
- 盐雾试验箱保障产品耐腐蚀性的重要工具
- 如何正确评估盐雾试验箱的性能?
- 盐雾试验箱
- 正航分享盐雾试验箱不喷雾的原因及解决方法
- 什么产品不能做盐雾老化试验?
- 盐雾老化试验箱的维护和保养需要注意哪些问
- 盐雾试验箱产品耐用性测试
最新资讯文章
- 盐雾试验箱日常维护技巧
- 盐雾试验箱应该如何正确地使用?
- 盐雾试验箱的原理与应用
- 盐雾试验箱使用小技巧
- 如何选择合适的盐雾试验箱
- 盐雾试验箱产品耐用性测试
- 盐雾试验箱的湿度控制技巧
- 盐雾试验箱守护产品质量
- 盐雾试验箱助您提升产品竞争力
- 盐雾试验箱提升测试效率
- 盐雾试验箱:高精度温湿度控制
- 盐雾实验箱的原理与应用
- 盐雾试验箱测试结果准确性的关键要素
- 盐雾试验箱守护工业产品质量
- 盐雾试验箱故障排查的实用性技巧
- 盐雾试验箱:模拟海洋环境的利器
- 盐雾试验箱守护工业产品质量
- 盐雾试验箱助您打造高品质产品
- 盐雾试验箱保障产品耐腐蚀性的重要工具
- 盐雾试验箱
联系我们

咨询热线:
400-822-8565
